
تعتبر عملية التفريغ الكهربائي (edm) عملية تستخدم الطاقة الكهربائية والطاقة الحرارية للمعالجة ، والمعروفة باسم تشكيل التفريغ الكهربائي. الفرق بين edm والآلات العامة هو أن الأداة لا تلمس قطعة العمل أثناء edm ، ولكن تفريغ الشرارة النابضة التي يتم إنشاؤها بشكل مستمر بين الأداة و الشغل. يتم استخدام درجة الحرارة العالية المحلية والفورية لتآكل المواد المعدنية. هناك شرارة مرئية أثناء التفريغ ، ويسمى edm
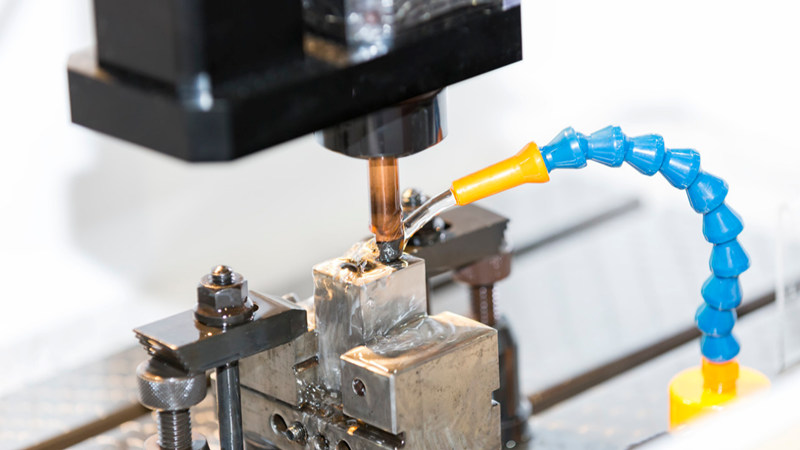
ثقب شرارة كهربائية.
إن عملية التثقيب هي الأكثر استخدامًا على نطاق واسع في edm ، وغالبًا ما تستخدم لمعالجة الثقوب (الثقوب المستديرة ، والثقوب المربعة ، والثقوب المضلعة ، والثقوب الشكلية) ، والثقوب المنحنية ، 4ql ، والثقوب الدقيقة ، إلخ ، مثل الموت البارد ، يموت سحب الأسلاك ، قذف أنواع مختلفة من الثقوب والثقوب الصغيرة على يموت ، فوهة ، و spinneret. يتم ضمان دقة الأبعاد للتثقيب بشكل أساسي من خلال حجم قطب الأداة وفجوة تفريغ الشرارة. يتم تقليل بشكل موحد لمحة مستعرضة من القطب من قبل أ فجوة التشغيل الميكانيكي أكبر من حجم الفتحة المحددة مسبقًا ، ودقة الأبعاد أعلى من قطعة الشغل ، والتي عمومًا ليست منخفضة. في it7 ، قيمة خشونة السطح أصغر من الشغل ، والاستقامة ، والتسوية والتوازي لا تزيد عن 0.01 مم بطول 100 مم.
تشتمل عملية تجويف الشرارة الكهربائية على قالب تزوير ، قالب الصب يموت ، قالب البثق ، قالب الباكليت ، قالب من البلاستيك ، وما شابه. الآلات تجويف أمر صعب ، وذلك أساسا لأنه لا يمر من خلال معالجة الثقب ، تكون كمية التآكل المعدني كبيرة ، ودوران السوائل العاملة ومنتج التآكل الكهربائي غير مستبعد ، ولا يمكن تعويض قطب الأدوات بواسطة تغذية بعد الخسارة ؛ والثاني هو أن منطقة المعالجة تتغير بشكل كبير ، وأن التجويف معقد ، وفقدان القطب غير منتظم ، وتتأثر دقة المعالجة إلى حد كبير. herefore، إنتاجية معالجة التجويف منخفضة والجودة يصعب ضمانها. من أجل تحسين دقة معالجة تجويف ، من حيث القطب والنحاس النقي و الجرافيت وجود مقاومة عالية للتآكل وتستخدم القطب. بالإضافة إلى ذلك ، يستخدم صقيع سطح بعض القوالب البلاستيكية الصغيرة أيضًا edm.







Xiamen JY Machinery Technology Co.,Ltd










